Discussion on Process Parameters of 200L Steel Barrel Seam Welding
Shi Zhenzhuang City Barrel Factory Liu Zhenting
Leakage occurs in 200L steel drums produced using domestically produced equipment and domestically produced hot-rolled steel sheets. After all, it appears to be a minority in the triple crimping position, and most of them appear on the seam welded parts. Therefore, improving the quality of seam welding is a key process to ensure the quality of the product. Our factory uses the FN1-150-5 seam welder produced by Shanghai Electric Welder Factory and the No. 08 hot rolled oil drum plate produced by TISCO. After two years of repeated practice, the airtight inspection repair rate of the seam welding process is now steadily reduced to less than 2%. Our approach is now as follows:
First, the determination of welding speed
The speed of the welding speed determines the length of the welding time. The faster the welding speed, the shorter the welding time. The welding speed is too fast, leaving the barrel board to leave only traces of heating. Gradually increase the energization heating time to form plastic adhesion until a certain size of nugget is formed and the workpieces are firmly welded together. The welding of low carbon steel sheets is generally performed by soft gauge welding (that is, a welding process in which a small current is applied during a long period of time during welding). The airtightness test is more grasped. If the selected welding speed is too slow, the production efficiency is low and the energy consumption is large. We repeatedly tested that when the welding time of each barrel is less than 50 seconds, the airtight inspection process begins to show repair phenomenon; when it is less than 40 seconds, the repair rate is as high as 20%; when it is 1 minute, there is no repair phenomenon. Therefore, we determined the welding speed to be 0.9 m/min, which is 15 mm/s.
Second, the determination of welding time
We know that seam welding essentially replaces spot welding with a rotating roller electrode, that is, a weld that forms a seam weld. The cycle of each solder joint is as follows.
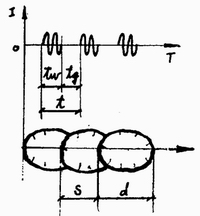
In the figure: tm-pulse time is the welding time; tg-pulse interval is the welding stop time; t-the total time of each welding cycle; S-spot welding spacing; d-solder core diameter.
t=tw+tg
In order to ensure the airtightness of the weld, each joint must have sufficient overlap. Generally speaking, S = (O.45 ~ 0.5) d. For low carbon steel, the value of S is generally: 3δ ± 0.2, and δ is the material thickness. After the 1.25mm thick oil drum plate is edging on both sides, its thickness is about 1mm, so s=3mm. Therefore, the barrel body passes the distance of s-3 mm at the determined welding speed of v=15 mm/s, and the time used is the time of each welding cycle: t=S/v=3/15=0.2 (seconds) ), that is, tw+tg=0.2 seconds, or tw=0.2-tg, most manufacturers choose tw = (0.5 ~ 0.7) t. The welding time tw is large, which is conducive to airtight requirements. Practice has proved that the welding of domestic hot-rolled steel sheets, the tw arrangement is large, the welding wheel does not have sufficient cooling time, but the surface of the solder is overheated and sticky, and it cannot be produced in serious cases. I plant repeatedly explored, when taking tw = tg = t / 2 = 0.1 seconds, the best results. By the way, the dial on the welder control box is labeled "number of welding weeks" and "number of weeks of suspension". The AC power supply in China is 50 Hz, that is, 1/50 = 0.02 seconds per week. Therefore, the knobs of the number of "welding weeks" and the number of weeks of suspension are adjusted to 5 steps, which is 0.1 seconds (O.1 ÷ 0.02 = 5).
Third, the choice of welding current
According to Joule's law, the resistance heat during welding is:
Q=0.24IIRt (card)
That is, the heat generated by the welding current is proportional to the square of the current. Therefore, the welding current is the most sensitive process parameter. Its change affects the size of the nugget diameter, that is, the penetration or not, which affects the airtightness and mechanical strength of the seam weld. If the current selection is too small, the nugget cannot be formed or formed too small to be penetrated. If the current selection is too large, the excessive current density causes the solder joint temperature to increase sharply, so that the liquid core diameter increases faster than the extranuclear plastic metal ring increases, causing metal splashing and burning of individual parts. Therefore, under the premise that the degree of penetration is guaranteed to be airtight, try to select a smaller current (soft specification) for welding, and the operation can be smooth. Check the welding process, the welding current should be 10,000 ~ 14000A. We chose to take the mid-lower value and set it to around 11OOOA. The general manufacturer can not measure, and the "secondary no-load voltage" is marked on the nameplate of the welding machine. We make a rough estimate to make the "secondary no-load voltage" correspond to the selected welding current value. According to V1/V2=I2/I1, V1 and I1 in the equation represent the input voltage and current of the primary winding of the welding transformer, respectively. The values ​​are read directly on the voltage and current meter on the shop's power distribution cabinet. The readings of our factory during normal production are:
I1=160A; V1=380v, where I2 and V2 represent the secondary current and voltage of the welding transformer, respectively.
V2=I1V1/I2=160×380×11000=5.5V
This value is compared with the “secondary no-load voltage†value on the welder nameplate. When class 3 (5.3V) or class 4 (5.8V) is selected, the welding current is close to 11OOOA.
Fourth, the choice of electrode pressure
It is well known that as the welding current increases, the current path also increases under the action of the electrode pressure. This self-regulating property is called the self-regulation of resistance welding. The root of self-discipline is the added pressure. Therefore, a suitable electrode pressure is an indispensable condition for ensuring normal resistance welding. If the welding is performed directly without pressure, the contact resistance between the electrode and the weldment, the weldment and the weldment is extremely large and the value is unstable. If the heating is too fast, the pre-weld splash will occur and the steel plate will be burned through, making the welding impossible. After applying pressure to the electrode, the convex point on the contact surface between the workpieces is crushed, and the oxide film on the workpiece is destroyed, so that the number of conductive contact points and the conductive area between the workpieces are increased, and the contact resistance between the weldments is reduced. Stable. If the electrode pressure is selected too large, it will affect the growth of the nugget diameter, reduce the penetration rate, and cause defects such as excessive indentation and electrode wear. Looking at the global electrode pressure selection is slightly larger to ensure the welding quality is favorable, so our factory chose the electrode pressure to be 6000N. Practice has shown that when the pressure is lower than 4500N, the welded hot-rolled steel sheet begins to burn through or splash.
We believe that improving the weld quality is also a systematic project. It is necessary to grasp several processes before seam welding, especially the edging process. Because there is a thick oxide film on the surface of the hot-rolled steel sheet, if a small point is not worn, the contact resistance at this point will suddenly become larger when the seam is welded, and the current line distribution becomes thinner, and the current at the contact point next to it The line is densified, the strip is de-soldered, the dense place is burned, and the airtightness of the steel drum is not up to the requirement. In the spot welding, we found that the grinding wheel was grinded with the grinding wheel without grinding it, but it could not be underestimated to ensure that the seam welding was qualified once.
Cooler Bag Or Lunch Bag,Insulated Cooler Bag For Frozen Food,Big Capacity Cooler Bag,Suitable for All Genders
TAIZHOU ORCHIDLAND IMPORT&EXPORT CO.,LTD , https://www.orchidlandbag.com