Because aluminum foil has excellent barrier properties and gloss, anti-acid and alkali functions, it has been widely used in pharmaceutical packaging, such as pharmaceutical tablets, capsule packaging using blister packaging is becoming more and more common. Pharmaceutical blister packaging, also known as PTP packaging is based on industrial pure aluminum foil as the substrate, in the pharmaceutical PTP aluminum foil coating machine, using gravure printing technology and roller coating method to print text patterns on the surface of aluminum foil, and apply a protective layer, The other side of the aluminum foil is coated with a bonding layer. The brief process flow is: aluminum foil unwinding → gravure printing → drying → coating protective layer → drying → coating adhesive layer → drying → aluminum foil winding. During the entire production process, the surface quality of the gravure printing text pattern and the heat sealing strength to be achieved by the adhesive layer, the adhesiveness of the protective layer and the drying temperature, and the speed and tension control of the coating machine operation are process operations. It needs to be strictly controlled. Therefore, in the “Aluminum Foil for Pharmaceutical Packaging†national standard, there are clear requirements for the surface quality of printed aluminum foil for medicinal purposes, and there are physical and chemical indicators for the properties of the protective layer and adhesive layer, so as to protect the medicinal PTP aluminum foil with good barrier properties. Sex, hygienic safety, heat sealability, and good physical and mechanical properties, to achieve the above requirements in the production of PTP aluminum foil printing and coating process, the need to be familiar with the applied raw material properties, and should pay attention in the operation process The following questions:
First, the characteristics of aluminum foil material:
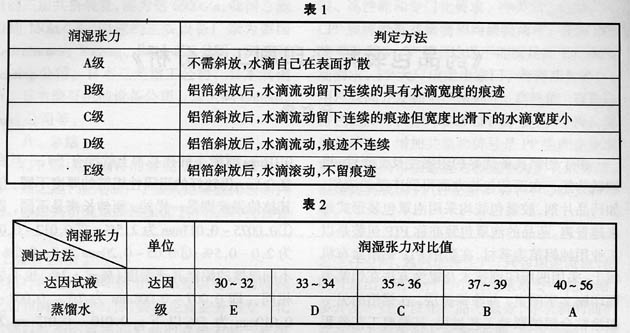
At present, most aluminum foils use electrolytic aluminum with a purity of 99.3 to 99.9%. They are generally made by calendering. For aluminum alloy sheets below 0.2 mm, the basic use of composite materials for 0.007 to 0.009 is a different commodity choice. Most printing companies tend to choose around 0.007, which is relatively common. Although this thinner and lighter aluminum foil has about 500 to 600 tiny pinholes per square meter (when the thickness of the aluminum foil reaches 0.02 mm, the tiny pinholes are basically gone. ), once after compounding, still better barrier aluminum foil thickness is different, but its tensile strength is the same, and the elongation is different, that is, 10.0075 ~ 0.011mm is 2.5%; 20.012 ~ 0.04 is 2.0 to 0.5%; 30.05 to 0.20mm is 3 to 0.5%, and the aluminum foils of different thickness have different moisture permeability (%m2·24h), that is, 0.007 to 0.008mm is 7%, and 0.008 to 0.010mm It is 5% or less; 0.010 to 0.015 mm is 2.5% or less; 0.015 to 0.020 mm is 1.0% or less; and 0.20 to 0.025 mm is zero or less. Packaging and printing companies have aluminum foil applications that require aluminum foil to have a certain mechanical properties, but also to maintain a certain degree of mechanical properties, but also to maintain a certain degree of flexibility, its purpose is to reduce the scrap due to easy printing, scrap, aluminum foil In different seasons, temperature and humidity, the technical parameters of temperature and humidity control in the workshop are 21-25°C in spring and autumn, 51-55% humidity, 26-30°C in summer, and 56-50% humidity. The winter temperature is 16 to 20°C and the humidity is 46 to 50%. Whether the pharmaceutical packaging or other packaging requires the pinhole number of aluminum foil as few as possible, the aperture is as small as possible, the cleanliness of the aluminum foil surface is closely related to the composite fastness, and if the oil spot remains on the surface of the aluminum foil, the composite fastness is relatively Worse, the surface cleanliness of aluminum foil is divided into five grades: A, B, C, D, and E. The degree of cleanliness is tested by flowing distilled water through the surface of aluminum foil. The determination method is shown in Table 1:
Grade A is the best cleanliness, Grade B is the second, others are analogous
Table 2 shows the corresponding relationship between the distilled water and the surface tension of the aluminum foil in the dyne test solution.
Second, aluminum foil and printing ink characteristics:
The raw material used to produce PTP aluminum foil is industrial pure aluminum foil. The general requirement is that the thickness is 0.02mm, the tensile strength is 98kPa, the breaking strength is 90kPa, the surface is clean, smooth, no wrinkles, no indentation damage, and there is no fluorescent material on the surface. The wetting tension is not less than 32. The requirement for the pinhole degree of the medicinal aluminum foil is that the pinholes with a diameter of 0.1-0.3 mm are not more than 1/m2. Because the pinhole in aluminum foil is a defect that penetrates, the medicine is affected by oxygen, water vapor, and light to reduce or deteriorate the efficacy, so the requirement for the pinhole degree is very strict, and if the thickness of the aluminum foil exceeds the required deviation ( 10%) will affect the coating amount of the adhesive layer and the protective layer, and it needs to attract the operator's attention.
Printing inks for aluminum foils are currently mainly divided into two categories: one is polyamide inks. This kind of ink has good adhesion and dispersibility for the printing of various kinds of materials, and has good glossiness, abrasion resistance, good solvent placement, and softness. It is mostly used for the printing of plastic films. When used in the printing of aluminum foil material, the excellent performance of the ink can be expressed, and its heat resistance can also meet the requirements of aluminum foil printing. The other type is an aluminum foil special ink based on vinyl chloride acetic acid resin, which is characterized by bright color, high concentration, particularly strong adhesion with aluminum foil, good transparency, but due to the use of concave printing , Its solvent volatility is large, when used on the surface of medicinal PTP aluminum foil, it is easy to cause the gravure roll to dry and deposit the ink in the black hole, resulting in stencil printing phenomenon. Therefore, it is necessary to pretreat the deposition and freezing of the ink, and the method is Deposition of frozen ink to stir or increase the temperature (water bath) If the ink storage time is too long, the ink will appear to deposit, resulting in more ink on the upper resin solution, the bottom of the paint more, the upper layer of light color, the bottom color is dark, should also be used after mixing .
Third, the amount of solvent added to the ink should be appropriate
When a large viscosity ink needs to be diluted with a large amount of diluent, it should be stirred while adding a diluent, so that the diluent is evenly distributed throughout the ink, and the concentration detector is measured between about 20-30S, indoor temperature and humidity, The concentration of ink has an influence. It is best to use an ink concentration detector to determine the amount of solvent added, and determine the concentration of the ink at regular intervals according to the changes in temperature and humidity. When using a gravure printing foil product, the ink concentration is too low. , It will cause the printed text pattern color is not bright, the network pattern paste version phenomenon occurs, the ink concentration is too high, the map will have a crack phenomenon, not only waste ink, but also easily cause the printing surface is not even, not beautiful. In addition, the best ink is selected based on the speed of the aluminum foil coater and the depth of the ink in the gravure roll.
Fourth, the adhesive should meet the requirements, while the printing and coating process should grasp the dry temperature and time
The adhesive of PTP aluminum foil is coated on the inner side of aluminum foil. Its role is to enable the aluminum foil and the medicinal PVC hard sheet to be firmly pressed together, so that the medicine in the plastic hard film blister is isolated from the outside, so that the medicine is sealed For the purpose of loading medicines for heat sealing, the adhesive layer is activated by heat and pressure, so that it is firmly bonded with the PVC plastic hard sheet, which requires the adhesive layer and the PVC resin to have a good Thermal sensitivity and compatibility with the substrate.
The printed graphic, adhesive layer and protective layer need to be dried in the coating process. The aluminum foil surface coating process needs to be dried. The drying of the aluminum foil surface coating requires a process, so it needs to stay in the equipment drying tunnel for a certain time. Depending on the speed of the winding of the coating machine and the temperature selected in the drying tunnel, the relationship between the two should be maintained. Since the thickness of aluminum foil material is different, the physical and mechanical properties are all discriminated, and the thermal expansion and shrinkage extensibility of the material during operation in the equipment are also different. Therefore, it should not be too long at a high temperature, otherwise the aluminum foil is also Wrinkles and surface discoloration are prone to occur. The general drying temperature is controlled at 170 ~ 210 °C.
Fifth, the printing coating speed, coating tension and coating thickness and adhesive quality analysis:
The coating thickness of the adhesive layer in the printing and coating process has a great influence on the firmness of the bonding of the plastic PVC hard sheet. When the adhesive layer is coated too thin, the adhesive fastness may be reduced due to lack of material during the hot pressing of the PVC hard film. Adhesive layer coating is too thick, not only increase the cost, and the drying time needs to be lengthened, so it needs to be controlled in a proper thickness range, the coating thickness of the adhesive layer, the adhesive concentration, the coating tension, the coating speed, The number of anilox roller lines. In the case of coating roll pattern shape, depth, number of threads per inch, and contact line pressure setting between the two rolls, the higher the adhesive concentration, the smaller the coating tension and the faster the coating speed, the more the coating speed is applied. The thicker the layer, the thickness of the adhesive layer is generally regulated by the binder concentration and the coater's tension. Different types of aluminum foil have different requirements for the thickness of the adhesive layer. Generally, the thickness of the coating should be controlled to 3.5 to 7.0 μm. When printing and coating the aluminum foil, the speed, temperature and tension are related to each other. Also, the mutual containment and the good or bad cooperation between them have a direct bearing on the quality of printing and coating of aluminum foil.
In the actual production process, every gate must be strictly controlled in order to obtain excellent quality.
Author/(Zhang Hongmei)
First, the characteristics of aluminum foil material:
At present, most aluminum foils use electrolytic aluminum with a purity of 99.3 to 99.9%. They are generally made by calendering. For aluminum alloy sheets below 0.2 mm, the basic use of composite materials for 0.007 to 0.009 is a different commodity choice. Most printing companies tend to choose around 0.007, which is relatively common. Although this thinner and lighter aluminum foil has about 500 to 600 tiny pinholes per square meter (when the thickness of the aluminum foil reaches 0.02 mm, the tiny pinholes are basically gone. ), once after compounding, still better barrier aluminum foil thickness is different, but its tensile strength is the same, and the elongation is different, that is, 10.0075 ~ 0.011mm is 2.5%; 20.012 ~ 0.04 is 2.0 to 0.5%; 30.05 to 0.20mm is 3 to 0.5%, and the aluminum foils of different thickness have different moisture permeability (%m2·24h), that is, 0.007 to 0.008mm is 7%, and 0.008 to 0.010mm It is 5% or less; 0.010 to 0.015 mm is 2.5% or less; 0.015 to 0.020 mm is 1.0% or less; and 0.20 to 0.025 mm is zero or less. Packaging and printing companies have aluminum foil applications that require aluminum foil to have a certain mechanical properties, but also to maintain a certain degree of mechanical properties, but also to maintain a certain degree of flexibility, its purpose is to reduce the scrap due to easy printing, scrap, aluminum foil In different seasons, temperature and humidity, the technical parameters of temperature and humidity control in the workshop are 21-25°C in spring and autumn, 51-55% humidity, 26-30°C in summer, and 56-50% humidity. The winter temperature is 16 to 20°C and the humidity is 46 to 50%. Whether the pharmaceutical packaging or other packaging requires the pinhole number of aluminum foil as few as possible, the aperture is as small as possible, the cleanliness of the aluminum foil surface is closely related to the composite fastness, and if the oil spot remains on the surface of the aluminum foil, the composite fastness is relatively Worse, the surface cleanliness of aluminum foil is divided into five grades: A, B, C, D, and E. The degree of cleanliness is tested by flowing distilled water through the surface of aluminum foil. The determination method is shown in Table 1:
Grade A is the best cleanliness, Grade B is the second, others are analogous
Table 2 shows the corresponding relationship between the distilled water and the surface tension of the aluminum foil in the dyne test solution.
Second, aluminum foil and printing ink characteristics:
The raw material used to produce PTP aluminum foil is industrial pure aluminum foil. The general requirement is that the thickness is 0.02mm, the tensile strength is 98kPa, the breaking strength is 90kPa, the surface is clean, smooth, no wrinkles, no indentation damage, and there is no fluorescent material on the surface. The wetting tension is not less than 32. The requirement for the pinhole degree of the medicinal aluminum foil is that the pinholes with a diameter of 0.1-0.3 mm are not more than 1/m2. Because the pinhole in aluminum foil is a defect that penetrates, the medicine is affected by oxygen, water vapor, and light to reduce or deteriorate the efficacy, so the requirement for the pinhole degree is very strict, and if the thickness of the aluminum foil exceeds the required deviation ( 10%) will affect the coating amount of the adhesive layer and the protective layer, and it needs to attract the operator's attention.
Printing inks for aluminum foils are currently mainly divided into two categories: one is polyamide inks. This kind of ink has good adhesion and dispersibility for the printing of various kinds of materials, and has good glossiness, abrasion resistance, good solvent placement, and softness. It is mostly used for the printing of plastic films. When used in the printing of aluminum foil material, the excellent performance of the ink can be expressed, and its heat resistance can also meet the requirements of aluminum foil printing. The other type is an aluminum foil special ink based on vinyl chloride acetic acid resin, which is characterized by bright color, high concentration, particularly strong adhesion with aluminum foil, good transparency, but due to the use of concave printing , Its solvent volatility is large, when used on the surface of medicinal PTP aluminum foil, it is easy to cause the gravure roll to dry and deposit the ink in the black hole, resulting in stencil printing phenomenon. Therefore, it is necessary to pretreat the deposition and freezing of the ink, and the method is Deposition of frozen ink to stir or increase the temperature (water bath) If the ink storage time is too long, the ink will appear to deposit, resulting in more ink on the upper resin solution, the bottom of the paint more, the upper layer of light color, the bottom color is dark, should also be used after mixing .
Third, the amount of solvent added to the ink should be appropriate
When a large viscosity ink needs to be diluted with a large amount of diluent, it should be stirred while adding a diluent, so that the diluent is evenly distributed throughout the ink, and the concentration detector is measured between about 20-30S, indoor temperature and humidity, The concentration of ink has an influence. It is best to use an ink concentration detector to determine the amount of solvent added, and determine the concentration of the ink at regular intervals according to the changes in temperature and humidity. When using a gravure printing foil product, the ink concentration is too low. , It will cause the printed text pattern color is not bright, the network pattern paste version phenomenon occurs, the ink concentration is too high, the map will have a crack phenomenon, not only waste ink, but also easily cause the printing surface is not even, not beautiful. In addition, the best ink is selected based on the speed of the aluminum foil coater and the depth of the ink in the gravure roll.
Fourth, the adhesive should meet the requirements, while the printing and coating process should grasp the dry temperature and time
The adhesive of PTP aluminum foil is coated on the inner side of aluminum foil. Its role is to enable the aluminum foil and the medicinal PVC hard sheet to be firmly pressed together, so that the medicine in the plastic hard film blister is isolated from the outside, so that the medicine is sealed For the purpose of loading medicines for heat sealing, the adhesive layer is activated by heat and pressure, so that it is firmly bonded with the PVC plastic hard sheet, which requires the adhesive layer and the PVC resin to have a good Thermal sensitivity and compatibility with the substrate.
The printed graphic, adhesive layer and protective layer need to be dried in the coating process. The aluminum foil surface coating process needs to be dried. The drying of the aluminum foil surface coating requires a process, so it needs to stay in the equipment drying tunnel for a certain time. Depending on the speed of the winding of the coating machine and the temperature selected in the drying tunnel, the relationship between the two should be maintained. Since the thickness of aluminum foil material is different, the physical and mechanical properties are all discriminated, and the thermal expansion and shrinkage extensibility of the material during operation in the equipment are also different. Therefore, it should not be too long at a high temperature, otherwise the aluminum foil is also Wrinkles and surface discoloration are prone to occur. The general drying temperature is controlled at 170 ~ 210 °C.
Fifth, the printing coating speed, coating tension and coating thickness and adhesive quality analysis:
The coating thickness of the adhesive layer in the printing and coating process has a great influence on the firmness of the bonding of the plastic PVC hard sheet. When the adhesive layer is coated too thin, the adhesive fastness may be reduced due to lack of material during the hot pressing of the PVC hard film. Adhesive layer coating is too thick, not only increase the cost, and the drying time needs to be lengthened, so it needs to be controlled in a proper thickness range, the coating thickness of the adhesive layer, the adhesive concentration, the coating tension, the coating speed, The number of anilox roller lines. In the case of coating roll pattern shape, depth, number of threads per inch, and contact line pressure setting between the two rolls, the higher the adhesive concentration, the smaller the coating tension and the faster the coating speed, the more the coating speed is applied. The thicker the layer, the thickness of the adhesive layer is generally regulated by the binder concentration and the coater's tension. Different types of aluminum foil have different requirements for the thickness of the adhesive layer. Generally, the thickness of the coating should be controlled to 3.5 to 7.0 μm. When printing and coating the aluminum foil, the speed, temperature and tension are related to each other. Also, the mutual containment and the good or bad cooperation between them have a direct bearing on the quality of printing and coating of aluminum foil.
In the actual production process, every gate must be strictly controlled in order to obtain excellent quality.
Author/(Zhang Hongmei)
Best Sanitary Napkins,Sanitary Napkins Online,Disposable Sanitary Napkins,Biodegradable Sanitary Napkins
Shandong Tianzige International Trade Co., Ltd , https://www.tianzigedipers.com