If you're looking for a tutorial to improve the quality of your prints, then the following is just right for you. We have collected some common print quality problems and solutions, we will explain one by one, teach you how to adjust the slicing software and improve the print quality. Then let's get started!
No extrusion supplies at the beginning of the print
This problem is very common for users who just bought a 3D printer , but this problem is also very good! The following are some of the possible causes and suggested solutions for this problem:
1. No consumables in the nozzle before printing
Most extruders will self-flow the melted material in the nozzle when it is hovering at high temperatures, which often causes the consumables in the nozzle to drain and form a cavity. It takes a few seconds to discharge when the extruder is extruded; the printing does not start at the beginning. The core of solving this problem is to ensure that there are sufficient melted consumables in the nozzle before starting to print. The most common solution is to add a skirt skirt. Add a few turns of the skirt and draw a few circles around the object before the official start of printing the object, so that there are enough melted consumables in the nozzle.
2. The nozzle is too close to the platform when starting printing
There is not enough room for the melted consumables to flow out, which usually prints out the consumables on the 3rd or 4th floor. You can try to level and adjust the first layer height of the slicing software, or add a Z-axis offset.
3, the consumables are bitten off by the squeeze wheel, losing the grip
Exit the consumables, cut off the damaged consumables, and re-feed the consumables.
4, the nozzle is blocked
If none of the above solutions solve your problem, it is likely that the nozzle is blocked by impurities. It is very likely that the unblocking nozzle will need to be disassembled. You need to consult the manufacturer before dismantling to prevent loss of warranty. Dredge nozzle tool: Select the appropriate tool according to the diameter of the nozzle, drill bit, acupuncture needle, guitar E string
First floor off platform problem
For the print, it is very important that the first layer is firmly bonded to the platform. If it is not bonded to the platform, it will cause a series of problems in later printing. The following are some of the possible causes and suggested solutions for this problem:
1, the platform is uneven
When the first layer is not firmly bonded to the platform, the first thing to do is to check if the platform is flat. If it is not flat, it needs to be leveled. Under normal circumstances, most of the printer's platform will have a screw knob for adjusting the platform.
2, the nozzle is too far from the platform
After the general platform leveling, the situation is that the nozzle is too far from the platform. The solution is to adjust the first layer height or adjust the Z-axis offset in the slicing software.
3, the first layer prints too fast
When printing the first layer, set a slower speed so that the consumables have enough time to adhere to the platform. Generally, when slicing, the first layer speed is set to 50% or lower.
4, temperature or heat dissipation settings
Some plastics (such as ABS) shrink more seriously. When printing large objects, due to local temperature imbalance, the degree of shrinkage is different, causing lifting and leaving the platform. If you print such high-temperature consumables, you need a hot bed to adjust the hot bed temperature to the appropriate temperature (ABS, hot bed 100-120 degrees, PLA hot bed temperature 60-70 degrees) and if your printer has a fan of blowing supplies You can try to turn off this fan when printing the first layer. The Antarctic Bear 3D printed web page has also been tried.
5, the surface material of the platform
Different materials have different bonding effects on different surface materials. For this reason, most of the printer's platform surface materials are tailored to their own consumables. For example, several printer platforms use BuildTak sheets on the surface, and PLA has a very good bond to this sheet. Other manufacturers customize the borosilicate glass plate for the hot bed, and ABS has a good bonding effect on the glass plate. If you want to print directly on these planes, it's best to make sure the platform is free of dust and grease before printing. There is a big difference between cleaning the printing platform with isopropyl alcohol using water or scrubbing.
If your printer doesn't have a special platform surface to enhance adhesion, it doesn't matter. There are several tapes on the market that can hold the tape of the print well. For example, PLA has a very good adhesion to Bluepainter's tape, while ABS can Very good adhesion to kapton (polyimide) tape, of course, many users are also trying to use a variety of sticky materials to improve the adhesion of the platform surface, such as glue sticks, glue, dry glue, hair gel, lipstick, etc. . . .
6, other circumstances
Sometimes small objects are printed, and small objects do not have enough surface area to allow them to adhere well to the print bed. The easiest way is to open the brim when slicing, or add raft to increase its contact area with the print bed.
Insufficient plastic extrusion
Since most 3D printers do not detect how much plastic is being squeezed out of the nozzle feedback system, it is possible that the amount of extrusion is less than the amount set by the software. When this happens, the most obvious is the obvious gap between the line and the line.
The most reliable way to detect if the amount of extrusion is low is to print a simple 20mm high cube with a minimum of 3 edges. Look at the top of the cube and see if the 3 edges are very well bonded. If there is a clear gap between the three edges, then your printer has a low amount of extrusion. If there are no gaps in the 3 edges, then you are likely to fall into another problem. If you find that your machine has a low extrusion volume, here are a few possible causes and suggested solutions:
1, wire diameter error
When this happens, the first one to check is whether the wire diameter is correct. Usually we use 1.75mm consumables, but some manufacturers do not meet the wire diameter, the wire diameter is less than 1.75mm. In the case, it is recommended that you use a caliper to measure consumables at a certain distance and calculate the average diameter of the consumables. Fill in the appropriate location of the slicing software.
2, increase the extrusion ratio
If your wire diameter is set correctly, but there is still a problem of low extrusion, then you need to adjust the extrusion ratio, (aka flow) for example, if your extrusion ratio was 1.0 before you will It is changed to 1.05, which means that more than 5 percent of the plastic is extruded. The typical setting is 0.9 for PLA and 1.0 for ABS. You can increase each by 0. 05 Perform a test print again. Until you get the right value.
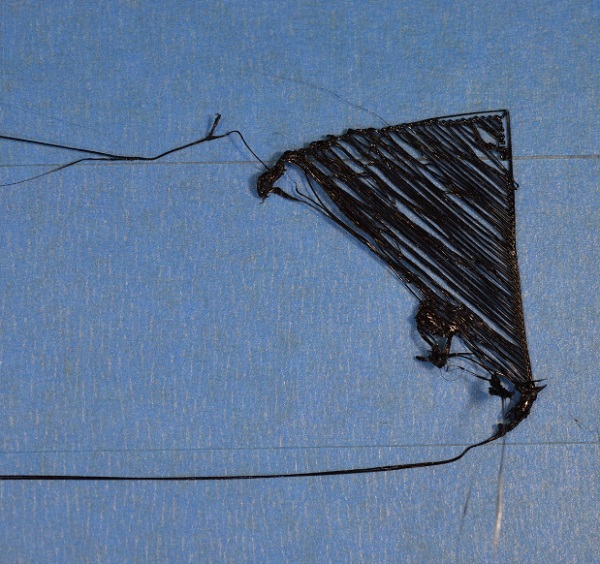
More plastic extrusion
The accuracy of the extrusion directly affects the quality of the print, but most 3D printers do not have a system that detects the correct amount of extrusion. Therefore, when the amount of extrusion is too large, too much plastic is extruded, which will cause the above picture.
This problem occurs when the amount of extrusion is too small. Check whether the wire diameter is correct. If it is correct, adjust the extrusion magnification.
AMERICA DIVISION OF TOP SHINE CO.,LTD. , https://www.uni-goods.com